Breaking the Ice
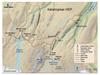
11 October 2005The Kárahnjúkar hydro power project, scheduled for completion in 2009, is located in remote northeastern Iceland and requires heavy duty tunnelling to cope with very difficult geological conditions and the country’s extreme weather conditions
The idea of utilising Iceland’s great glacial rivers for hydroelectric power has been discussed for more than 50 years. It has been more than thirty years since the first proposals were made to introduce power-intensive industry into the area, and now the Kárahnjúkar project is turning these ideas into reality.
Project overview
Initial plans for this project called for two separate developments, one of which would utilise the Jökulsá í Fljótsdal glacial river with the other would utilising the Jökulsá á Dal glacial river. These rivers, derived from the Vatnajökull ice cap, run through Jökuldalur and Fljótsdalur valleys to a common estuary at the coast. If these plans had commenced, the project would have demanded two separate plants, one in the Eyjabakkar wetland area in the east, and one at the more westerly Háls area. The current project has only one plant and the rivers are both linked together simultaneously.
In 2001 a thorough Environmental Impact Assessment (EIA) on the project was completed. The Ministry for the Environment gave a final positive ruling, then in 2002 the project was passed with a sizable majority by the Althing (Icelandic parliament). In the same year the Ministry for Industry issued the necessary permit for the project, and the local municipalities finally issued the construction permit in February 2003.
The Kárahnjúkar power plant will generate electricity that will be transmitted to the Fjaroaál aluminum smelter. This will be built in the port of Reyoarfjörour on Iceland’s east coast. In the second half of 2002, preparatory work including road construction began. A 40-year contract to provide power for the plant was also concluded with the US multinational company Alcoa in March 2003.
The dams - The topographical and geographical conditions that exist in the Fljótsdalur valley create conditions that are ideal for power production. The project derives power from the 600m drop that exists between extremely low-lying areas in the valley and the highland plateau north of Vatnajokull. The Kárahnjúkar project will have installed power of 690MW, produced by six generating units.
The annual generating capacity is about 4600GWh, and maximum flow is 144m3/sec. There are three dams at Fremri Kárahnjúkar that dam the Jökulsá á Dal river in order to create the power.
The largest dam, Kárahnjúkastífla, is located at the southern (upper) end of the Hafrahvammar canyon and is about 730m long and 193m high. This is a concrete faced rock fill dam (CFRD), with the rockfill quarried upstream of the dam and placed in compact layers. Once complete, the dam will be the highest of its kind in Europe as well as one of the tallest in the world.
The other two dams are smaller saddle dams, the Desjarárstífla dam to the east, and Sauoárdalsstífla dam to the west. Unlike the large dam, these will be made of earthen core.
The reservoirs - The three dams will feed the main Hálslón storage reservoir. The water level will reach a height of 625m asl when full. Estimates suggest that the reservoir will be filled by late summer in most years. When surplus water exists, it will be diverted through a spillway chute that runs from the Kárahnjúkastífla dam down to the edge of the Hafrahvammar canyon, and from there it runs via a 90m high waterfall down to the canyon floor.
The Jökulsá í Fljótsdal river is dammed about 2km downstream of the Eyjabakkafoss waterfall on the north side of the Eyjabakkar wetlands. Three tributary rivers are also dammed on the eastern side of the Jökulsá and divert into an intake pond named Ufsarlón.
The tunnels - The headrace tunnels are 53km in length with varying depths from 100 to 200m. Water runs from the Hálslón reservoir through a tunnel to the Fljótsdalsheioi moor then to a junction. There is another tunnel that runs from the Ufsarlón pond, and from there the water is carried northeast through a combined headrace tunnel to an intake.
The water intake travels to the power house by way of two steel-lined vertical pressure shafts. Each shaft is 420m in height. Six Francis turbines are housed in the power house – each has a rated output of 115MW. When water exits the power house, it travels through a tailrace tunnel and a canal to the Jökulsá í Fljótsdal river at a point just east of the farm Valojófsstaour, located 26m asl.
The majority of the headrace tunnels and parts of the access adit tunnels will be excavated using three full face Robbins tunnel boring machines (TBMs), and the rest will be excavated by drill and blast. The muck from the tunnel will be transported on electrically driven conveyor belts to disposal areas near the adits. The estimated average rate of boring is 25m per machine per day.
The Hálslón reservoir is scheduled to begin to fill in September 2006. Electricity from the first generating unit is expected in April 2007 with full project completion scheduled for 2009.
Geology
The project area extends from the Hálslón reservoir in Jökuldalur to the Teigsbjarg cliffs. The Fljótsdalur valley marks the limit between the mountains of the Eastern fjords and the high plateau of central Eastern Iceland. Fljótsdalsheioi is the name of the easternmost part of that plateau, on the west side of the upper course of the Fljótsdalur valley.
The river Jökulsá á Dal flows at a very even gradient with no waterfalls from el. 600m at the glacier down to approximately 20m asl. for some 100km, after which starts its steep course towards the Arctic Sea. The Kárahnjúkar headrace tunnel will cross the Fljótsdalsheioi plateau from the Jökulsá á Dal at Kárahnjúkar to the Jökulsá í Fljótsdal at el. 25m near the upstream end of Lake Lagarfljot.
Rock type - The bedrock in the project area was formed during the last 6.5M years. It consists of an approximately 2700m thick sequence of basalt flows with intercalated sediments and moberg formation of various kinds. The basalt is classified into the three following petrographic types: tholeiite basalt, olivine basalt and porphyritic basalt.
The accumulation rate of lava and the average period between eruptions in the Fljótsdalur- Jökuldalur area have been determined to be about 500m/My and 20,000 to 30,000 years respectively.
Sediments in the area occur as intercalculations between lava flows as well as thick accumulations filling depressions and old valleys. Moberg formations occur in the upstream part of the project as buried bodies of pillow lava, pillow breccia, tuff-breccia and tuffs.
TBM design
TBM selection - Based on the geological conditions expected to exist along the tunnels, it was clear that the TBMs chosen would be of the high performance (HP) open hard rock type. These types of machines are well suited for competent ground conditions where rock support will be occasional and consists mainly of rock bolts, ring beams, or wire mesh. Due to the open design, access to the walls and crown is relatively easy, allowing for the placement of supports as required.
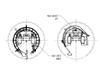
The Robbins HP open hard rock TBMs, as shown in Figure 1, weigh approximately 650 tons and have diameters of 7.23 to 7.63m. The machines can be modified to any diameter between 6.5m and 8.5m, making them suitable for future hard rock tunnelling projects. The TBMs consist of three major components, the cutterhead/cutterhead support, gripper, and main beam assemblies.
The cutterhead support houses the main bearing, main drive gear, seals, and the cutterhead drive train. These variable frequency (VF) drives consist of an electric motor, gear reducer, and Safeset unit. The cutterhead support assembly also includes the front, side, and roof supports. These supports firmly stabilise the cutterhead during boring and ensure precise cutter tracking.
Cutters - The cutters installed on each TBM are of the wedge-lock type and have a disc diameter of 482.6mm.
Cutterhead - For the first time in the history of TBM tunnelling, back loading cutterheads with large diameter 48cm cutters are used. The cutterheads are constructed with an octagonal centre section and eight outer cutterhead segments. The cutter housings are strategically located and welded inside the ‘housing wells’ of each cutterhead to provide the optimum cutter spacing for the particular geology.
Main bearing and drive system - The main bearing is a three-element roller bearing. This is similar in design to the bearings used on all Robbins HP TBMs built to date. The bearing is designed to sustain the high thrust loads realised under HP operation. The three-element bearing design is suited for sustaining the eccentric loads that can occur during steering of the machine or in blocky, or ‘mixed face’ conditions.
Each drive train consists of a VF controlled electric motor, gear reducer, and a Safeset unit mounted to the rear of the train to protect the drive from overloading. The drive trains all mesh on a common main drive gear. This provides a rugged system capable of delivering very high breakout torque as well as sustaining a high running torque. The anticipated rock conditions are very well suited to this system since the tunnel is expected to be in fairly uniform and competent ground.
Should the cutterhead become stuck in blocky ground conditions, the high breakout torque can be very useful. By momentarily applying approximately 150% of the running torque, the head can in many cases be unstuck. Each machine has 10 drive trains, each rated at 300kW. Total installed cutterhead power is therefore 3000kW. The cutterhead speed is adjustable between 0 to 8.3rpm.
Gripper and thrust system – The thrust system consists of four propel cylinders that provide the required cutterhead thrust at a pressure which is lower than the hydraulic system design pressure. This further increases the safety factor already designed into the hydraulic system. Hence, the system wear factors are decreased. The gripper system consists of a large bore, double rod gripper cylinder and two gripper shoe assemblies. The gripper cylinder is capable of providing a gripping force that is many times greater than the thrust force of the machine. This should provide a rigid anchoring system during forward propulsion of the TBM with virtually no slippage of the gripper shoes on the tunnel wall. The contact area of gripper shoes is large enough to maintain the ground pressure at low levels, and they are slotted to accommodate the systematic rock bolt pattern along the tunnel.
Auxiliary systems – The TBM is equipped with ring beam erector, mesh handling crane, core drill, invert cleaning screw conveyor, transport dollies, cutter handling, and service beam/hoist systems.
Ground support system – The TBM is also equipped with roof and probe drilling systems. The system consists of two Tamrock HL560 super rock drills mounted to the TBM in such a way that rock bolts can be installed in the upper half of the tunnel cross section as the TBM moves forward. When probe drilling is required, a hydraulic actuator rotates the rock drills into the correct position.
Back-up system – Behind the TBM is the 100m back-up system. This system is continuously towed by the TBM. It consists of a bridge between the rear section of the TBM, a transfer conveyor, nine rolling decks with upper and lower platforms, as well as one ramp section.
A shotcrete robot system and a muck bucket are installed on the bridge structure. These systems can travel along the axis of the tunnel while the TBM is boring. After commencement of boring a more versatile telescopic Aliva spraying arm type AL-302 was installed to handle the large amounts of shotcrete required during excavation.
TBM support equipment is installed on the upper and lower platforms of the backup decks as shown in Table 2.
A single-track rail, with a 900mm gauge, is installed at the centre of lower platform of all decks. Supplies such as rails, continuous conveyor components, fan lines, etc. are brought forward with a supply train and stored in designated areas along the backup.
Conveyor systems – This system consists of two different types of conveyors installed in each TBM bored tunnel: an extending wall mounted conveyor to transfer material from the TBM to the tunnel entrance, and a fixed surface mounted conveyor to transfer material from the tunnel entrance to the designated spoil area.
TBM operation
TBM manufacture – TBM #3, previously used to excavate the Queens water tunnel No. 3 in New York City, US, was enlarged and totally refurbished in approximately 7.5 months. TBMs #2 and #1 are completely new units and were manufactured and shipped in approximately 11 and 12 months respectively. Throughout the design and manufacturing of the machines several meetings were held between Robbins, Impregilo S.p.A (the client) and outside consultants to review the progress of the TBM design and manufacture in order to produce the best possible product. All three TBMs were manufactured and assembled in Robbins’ factory in Ohio, US. TBM #3 was shipped to Iceland by mid October 2003, and TBMs #2 and #3 were shipped to Iceland in mid January and mid February of 2004 respectively.
Site assembly – TBM # 3 components arrived at the jobsite in early January 2004. Prior to the TBM assembly, an assembly shed with a gantry crane was erected to protect the workers and equipment from the harsh winter conditions in Iceland. The TBM cutterhead was manufactured in nine pieces that were welded together at the job site. An international welding company was contracted to perform the welding which required almost a month. A detailed sequence of assembly of major TBM components was developed prior to arrival at the site.
The main skeleton of the TBM was set on top of transportation dollies. Backup decks and the bridge were assembled and connected to the TBM. The entire tunnel boring system was then brought into the tunnel starting chamber. After the completion of wiring and plumbing, the TBM was fully tested and commissioned on 24 April 2004, when the boring operation started.
TBMs # 2 and # 1 were assembled in the same fashion as TBM # 3 and started boring on 26 July 2004 and 21 September 2004 respectively. TBM # 1 was moved along an Adit with downward slope of up to 5%.
Summary
The Kárahnjúkar headrace tunnel, KAR-14 is a large and challenging project in extremely inhospitable environmental conditions.
Recognising the adverse conditions, engineers and technicians from Impregilo S.p.A. and Robbins have worked very closely together to design, manufacture and employ three high power TBMs in the construction of the headrace tunnels; a project which frightened many international contractors is being completed on schedule, despite the severity of conditions.
Author Info:
The authors are: Brian Khalighi, Engineering Manager, Robbins; Gianni Porta, Project Director; Giovanni Giacomin, Tunnel Project Manager; and Massimo Franceschi, Tunnel Engineer, Kárahnjúkar Headrace Tunnel KAR-14, Impregilo SpA, Iceland branch.
For more information, contact Brian Khalighi on Tel: +1 (253) 872-0500.
TablesTable 1 Table 2 Table 3 Table 4