CONSTRUCTION
PEDROGAO
RCC first for Portugal
8 June 2004Francisco Ortega, Cerqueira Bastos and Paulo Alves discuss the site planning, construction methods and alternative design features of Pedrógão dam, the first RCC dam to be constructed in Portugal
IN THE Alentejo region of southeast Portugal, the Alqueva arch dam has recently been completed on the Guadiana river, with the main purpose of generating electricity. The project will be completed with the construction of the Pedrógão RCC dam 23km downstream. The work was awarded in July 2002 to Mota-Engil, Engenharia e Construção, S.A. of Portugal, which retains Germany-based FOSCE as its RCC consulting engineer.
Pedrógão dam will be a straight gravity structure 450m long, including a 300m long free surface spillway. It will be constructed from 400,000m3 of concrete at a maximum height of 43m above foundation level. The RCC section will be divided in seven blocks, each separated by vertical joints. The traditional concrete section will have six independent sections and will make up the left side support and the area where the auxiliary safety and exploration systems are located. Also in this area are the power house and two blocks located in the surface spillway area.
Conforming design
Pedrógão was initially designed as an RCC retaining dam, with free surface spillway, but was later altered to incorporate a power station into the blocks of the left bank, a fish lock and bottom and intermediate outlets. As a result, the plan was changed to a composite structure, made from 250,000m3 of conventional vibrated concrete (CVC) in the blocks on the left bank and from 150,000m3 of RCC in the rest of the dam. Cementitious materials specified for the RCC are cement type I-42.5 and fly-ash from the Sines power station.
The contractor opted to take aggregates from borrow areas in the river bed of the site. Aggregate processing would involve: passage through a secondary crusher, reducing all material to a maximum size of 38mm; and sieving, leading to two aggregate sizes – 0–9.5mm and 9.5–38mm.
The RCC batching plant specified in the conforming design was a continuous type, with a capacity of at least 640t/hr or 270m3/hr. The concrete pour is done in 30cm layers. The vibrating rollers must have no less than 10t static weight.
Joints between layers are classified in the conforming design as ‘hot’ and ‘cold’ depending on whether the time between pouring of layers is less or more than 4hr. All ‘cold joints’ will be covered with a bedding mix prior to spreading the RCC of the next layer.
Two vertical joints are proposed: ‘structural’ and ‘induced’, which will be executed in the same vertical plane in every RCC layer.
Structural joints appear on a vertical plane that separates two adjacent blocks of the dam, with joint spacing from 40–60m.
Induced joints are placed in between at a maximum distance of 20m and can be executed by the introduction of a polythene sheet that covers a mould that is removed afterwards. For structural joints, an acrylic resin should be left at the joint plane.
In the original design, the upstream face was lined with precast concrete panels. The face of the panels in contact with RCC was covered with a sealing geo-composite made from a PVC geo-membrane with a minimum thickness of 2mm, coupled by fusion during the production stage to a geotextile with a weight of over 200g/m2.
A bedding-mix was placed in all layers against the faces in both the upstream and downstream area. In addition a fillet of bedding mix was extended to the downstream forms and to the upstream precast panels, covering the height of the layer under construction.
Alternative proposal
In March 2003, Mota-Engil submitted a proposal to modify some aspects of the dam. The client gave its approval in June 2003 and that summer a complete set of trial mixes were developed in the laboratory followed by a full-scale trial in September. After the successful evaluation of the fresh and hardened properties of the RCC and joints, RCC placement started in January 2004 in the area under the spillway flip bucket.
The main aim was to design RCC with better in-situ properties to avoid extensive treatment of the horizontal joints and to obtain enough impermeability in the structure to avoid the use of an upstream impervious membrane.
Improvement of aggregate
The aggregate source in the Guadiana river has an excess of fines passing through a #200 (0.075mm) sieve and in certain areas they show some plasticity.
From the beginning, it became clear that some washing was required to get a more uniform and clean aggregate. The original specification did not call for wet sieving and the fines could not be clearly separated into 0–9.5mm and 9.5–38mm size classes. Also the combined grading curve of the RCC was harder to achieve within the expected limits.
The number of size classes was therefore increased to four: two coarse aggregates (5–19mm and 19–38mm); a fine aggregate (0–5mm) – all three obtained from crushing and wet-classifying in a newly designed aggregate plant – and lastly a limestone filler that was available in the area and that has been used to improve the lower part of the gradation curve.
To meet the requirements of the new coarse and fine aggregates, both water jets on the screens and a wheel classifier have been incorporated. The final coarse aggregate is now a well-controlled product in terms of gradation and loss by washing is below 1%. The fine aggregate has a maximum percentage below sieve #200 of about 1–4% that, in combination with the limestone filler (95% below sieve #200), guarantees the quality of the fines. This has doubled the strength of the RCC for similar cementitious material content.
Cementitious materials
The original mixture proportions had an average cement content of 135kg/m3 and a fly-ash content of 25kg/m3. This high proportion of cement was required in order to achieve design strength with poor-quality aggregate.
Once the aggregate quality had been improved, a preliminary trial mix programme was undertaken to find the best combination of cementitious materials for the new mix. In addition, a mix with a higher cementitious content was proposed in order to improve the in situ properties of the RCC; (impermeability and strength at horizontal joints). A minimum paste/mortar ratio of 0.42 and at least 55% fly-ash were suggested.
Even a mix with a total cementitious material content of 200kg/m3 (65% fly-ash) would easily meet the strength requirements, as well as being cheaper. The cost of the extra fly-ash was by far compensated by reduced cement costs.
Further laboratory trials showed the introduction of a set retarder admixture with properties of water reducing agent, could bring the water, and the cement content, to a lower level for the same strength.
Finally, the main mix selected for the last stage of the trials contained 55kg/m3 of cement and 165kg/m3 of fly-ash. Water content was fixed for a consistency equivalent to a loaded VeBe time (surcharge of 10kg) of 15±3sec.
Other advantages
More fly-ash and less cement brought additional advantages. For example, due to restrictions in the thermal analysis, the main aggregates originally should have been produced and stockpiled during the winter.
In addition no pre-cooling means were foreseen for the RCC and placement was forced to take place exclusively during the winter. Less heat generated with the new RCC mix (heat of hydration at 28 days is 60% lower with the new mix) would ease the temperature restrictions meaning that more could be produced during the summer. Two consecutive overtoppings of the temporary cofferdams has pushed RCC placement to a warmer season. Recent thermal analysis indicates that the dam can be constructed during this period.
Another advantage is improved workability of the mix. Water demand for a similar consistency has been reduced more than 20% with direct implications for strength. The RCC can be transported, spread and compacted over a longer period of time, keeping its fresh properties and consistency required for good density and surface finish. And finally, less cement has helped to reduce the potential for alkali reactivity that had been anticipated with the conforming design mix.
Horizontal joints
In the conforming specification, extensive treatment was defined for the horizontal joints. A bedding mix was specified in all joints at the upstream and downstream face area, and any time between layers exceeding 4hr would have required a bedding mix on the whole surface. This bedding mix was designed with a maximum size of aggregate between 10–25mm and at least of 300kg/m3 of cement.
Mota-Engil proposed to simplify the treatment required for the horizontal joints to:
• Improve the workability of the RCC mix to avoid segregation. The conforming specification defined VeBe times ranging from 20–35sec (ASTM method-A) and that could lead to segregation meaning negative implications for joint performance. The proposal defines a more workable concrete with average VeBe times of 15sec with an allowable tolerance between 10–25sec (BS 1881 method).
• Increase the paste/mortar ratio of the RCC mix.
• Use a retarder admixture in the RCC mix to be able to place the next layer when the initial set of the previous one has not yet been achieved.
The final specification for the treatment of the horizontal joints was defined after testing and coring of the full-scale trial in December 2003. A good bond has been observed between layers that are placed with a time gap below 15hr, and that have received no treatment apart from continuous curing. This time, unlike the 4hr specified originally, gives enough margin to the production to achieve continuity of RCC placement. The improved performance of the joints has been analysed in terms of strength and permeability.
Dam faces
The other main objective of the proposal was to make the RCC impermeable enough to avoid the need for an upstream impervious membrane.
The conforming design considered an upstream membrane placed against precast panels that would act as forms of the upstream face. The size of the panels and welding operations would have delayed continuity of RCC placement. This was also incompatible with the fact that the layers were supposed to be placed within 4hr of the conclusion of the previous one, to avoid the bedding mix.
With the new mix design, impermeability at the horizontal joints is good enough to create an impermeable concrete structure so that the upstream membrane and panels are no longer required.
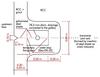
The faces are now formed placing RCC directly against standard continuous forms for RCC dams. No bedding mixes are required and just a thin layer of grout is placed against the forms before the RCC is spread in that area. This procedure allows the immersion vibration of the concrete against the face and a good finish is achieved (figures 5 and 6).
Transverse joints
Under the proposals, instead of leaving a plastic sheet that surrounds a mold that is removed after the RCC has been spread at both sides, a galvanised steel sheet will be introduced in the fresh fully compacted concrete.
This means that the formation of transverse joints will not interfere with RCC placement. Joints will be sealed with a double PVC water-stop that is embedded in the immersion vibrated RCC placed at the upstream face (see Figure 6).
RCC mix design
Design criteria
Average compressive strength of the RCC should be at least 12MPa and direct tensile strength across joints should exceed 0.52MPa after 1yr. The original design age of 90 days has been changed to 1yr, making the use of higher quantities of fly-ash more attractive. The minimum in-situ density of the RCC assumed in the stability analysis is 2300kg/m3.
Material investigation
A limestone filler, meeting the requirements of the national standards for concrete filler (LNEC E-376), has been incorporated to the mix as a complement to the lower part of the fine aggregate. Cement type II has been chosen as it has similar strength to type I with better workability and lower cost.
Analysis showed that a similar quality material can be expected in different areas of the borrow area but different levels of washing will be required at the aggregate plant, as the percentage of natural fines is rather variable depending on the points that have been analysed.
In addition, the fine aggregate that comes out of the plant is relatively poor-graded, with some deficiency in coarse sizes. Just in certain points of the borrow area, a better sand was identified and the results of compacted density in combination with the filler could be improved.
Unfortunately there is little well-graded sand available and the RCC needs to be designed for the poor-graded one. The minimum void content of the fine aggregate after combination of both materials (0–5mm from the river and the limestone filler) comes close to a combination including 10% of filler and 90% of 0–5mm. The lowest void ratio of the compacted fine aggregate varies between 0.29 and 0.32 depending respectively if the well-graded or the poor-graded natural sand is considered. Without the filler (100% sand) the respective void ratio increases to 0.32–0.35.
Gradation curve
The specification of the aggregate has been adapted to the new material. New gradation limits have been established for each size and a new combined gradation for the RCC has been specified (see Figure 7).
The combination of aggregate sizes to meet the gradation curve within the optimum range of density is: 29.2% of 19–38mm; 35.8% of 5–19mm; 31.5% of 0–5mm; 3.5% of filler.
Paste design
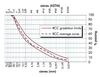
The quantity of paste has been designed for a minimum paste/mortar ratio of 0.42. The composition has been calculated after testing both consistency and strength (see Figure 4). A free-water content of 112l/m3, with an acceptable range between 106–117l/m3, has been selected.
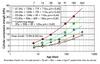
Preliminary results of cylinder compressive strength are shown in Figure 8. According to the results of the laboratory trial mix programme, the RCC mix with 55kg/m3 of cement and 165kg/m3 of fly-ash would meet all the design requirements at 1yr, and was confirmed as the main mix for the construction of the full-scale trial.
Laboratory trials
Seven mixes in two different levels of investigation were selected for a more detailed analysis during the last stage of the trials.
Laboratory trials included the following tests at ages ranging from 7 days up to 365 days (design age) and accelerated curing (7 days normal curing + 7 days of curing at 70ºC): compressive strength; modulus of elasticity; indirect tensile strength; direct tensile strength at RCC matrix and at joints with joint ages ranging from 6–24hr; permeability at RCC matrix and at joints with joint ages ranging from 6–24hr.
During this stage the thermal properties of the material were investigated and the absence of alkali reactivity confirmed.
Testing of horizontal joints with the specimens manufactured in the laboratory gave a preliminary idea of performance. However, the testing of cores taken from the FST provided the most reliable way of designing the final specifications for the joint treatments.
The type and dosage of retarder finally selected (SikaPlastiroute at 0.7%) provides an initial set between 15–19hr and a final set at more than 30hr. This admixture was used for all the selected mixes.
The loss of workability of the fresh RCC was further tested after the retardation studies were completed. Two tests with two different dosages of the admixture and two different ambient temperatures were undertaken. A maximum time between concrete mixing and completion of the compaction of between 60–120min depending on weather conditions was derived from the tests.
Full-scale trial
The optimum RCC mixture proportion was then selected for the construction of a 10-layer full-scale trial (see Figure 9).
This was a good opportunity to train the equipment and personnel on site and find out the in-situ properties achieved when the RCC is manufactured, transported, placed and compacted with the plants that are planned for the main dam.
The performance of the horizontal joints was evaluated with both the testing of vertical and inclined cores and by in-situ permeability tests. The cores were taken from the trial after it had reached an age of three months. Different joint ages and levels of treatment were defined in the trial to get as much information as possible for the final decision.
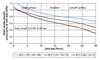
Aided by the analysis shown in figure 10, the maximum age finally selected for a joint without treatment was 15hr for an average ambient temperature of 26ºC (range 16–37ºC). RCC placement started in the dam after the cores taken from the full-scale trial had been tested, and the final specifications have been revised accordingly.
Planning and construction methods
In the first stage both abutments will be protected from the Guadiana river flow by two temporary longitudinal cofferdams, so that the excavation of the abutments and the first stage of the conventional concrete between joint 7 and the left bank can be executed.
The river will then be diverted through another channel limited by two embankments, so that the RCC sections of the dam, between joint 7 and the right abutment, can be completed.
Two aggregate production plants and two concrete plants have been installed on site to meet the CVC and RCC requirements of the original specification. The concrete plant for the CVC has been installed on the left abutment, where the main quantity of CVC is concentrated.
Considering the RCC volume to be applied at Pedrógão and the tight RCC schedule (100 days starting 1 April 2004) two parallel TTMD4500 concrete plants have been installed on the opposite abutment, each capable of producing up to 140m3/hr of concrete. Each concrete plant is equipped with a twin-shaft batch type 3m3 capacity mixer. The specification of the RCC concrete plant has been changed from the original continuous type to a batch type to allow better uniformity and quality concrete.
The RCC aggregate production plant has a capacity of 150t/hr and the adjacent area can stock a total volume of 190,000m3 of aggregates.
Four steel silos have been installed on site in order to store some of the processed aggregates near the RCC plant: 2 x 800m3 each for 0–5mm aggregate; 1 x 1200m3 for 5–19mm aggregate; and 1 x 1200m3 for 19–38mm aggregate. Three silos for cementitious materials have been installed: 2 x 700t each for fly-ash and 1 x 500t for cement. RCC is transported from the concrete plants to the dam by dump trucks and ‘hi-boys’. The trucks dump onto a regulating hopper (‘auger-max’) that feeds the placing conveyor belt with a continuous flow of concrete at a rate of 4.2m3/min. The conveyor is a telescopic conveyor type ‘creter-crane’ with a 60cm wide belt and 60m maximum reach. This equipment is placed on the platforms created downstream outside of the dam, on top of the second stage cofferdams. The ‘creter-crane’ has already been used in a similar way for the placement of the left abutment blocks.
The RCC is transported on the dam with trucks and is spread on the lift by a laser-guided dozer type D4, and the compaction is done by large 10t vibratory rollers type Cat CS-563D and small ones type Cat CB-224D that are used in certain areas closer to the forms and for final surface levelling.
Conclusions
The conforming design of the RCC has been modified in order to achieve a simpler structure. The proposed changes cover a wide range of the main aspects of the RCC construction method. The main aim of the alternative proposal is to achieve an RCC mix with in-situ properties similar to those that have been previously achieved in CVC dams. The experience in concrete dam construction of all parties involved in this project make these goals much easier to achieve.
Author Info:
Francisco Ortega is a member of the Spanish National Committee on Large Dams and director of FOSCE Consulting Engineers. Email him at: fosce@online.de
To contact Mota-Emgil, email Cerqueira Bastos, technical manager of Pedrogao dam at: cerqueira.bastos@mota-engil.pt and Paulo Alves, site manager at: paulo.alves@mota-engil.pt
This is an updated version of an article reprinted with permission from: RCC Dams, L. Berga, J.M. Buil, C. Jofre & S Chonggang (eds.) ISBN 90 5809 5649, A.A. Balkema Publishers, 2003, Lisse, The Netherlands
TablesTable 4