Rebuilding Taum Sauk
4 February 2009Rebuild work is currently being carried out on the Taum Sauk pumped storage project in Missouri, US, following a catastrophic failure of the scheme’s upper reservoir in December 2005. Engineer of record and construction manager, Paul C Rizzo Associates, provides IWP&DC with details on the work involved in this important project
At 5:00 AM on 14 December 2005, the northwest corner of the Dike around the Taum Sauk Pumped Storage Project’s Upper Reservoir in Reynolds County – about 100 miles (160km) south of St. Louis, Missouri – breached over a width of about 213m (700ft), causing a catastrophic, uncontrolled, rapid release of water down the west slope of Proffit Mountain and into the East Fork of the Black river (see Figures 1 and 2).
Paul C Rizzo Associates, Inc. was hired by the dam’s owner AmerenUE to investigate the cause of the 408MW project’s dam collapse, as part of a Federal Energy Regulatory Commission (FERC) requirement. The company was retained to address the following:
• Detailed forensic engineering to determine the causes of the failure. Analysis included stability and seepage, dam breach (to determine time of failure and to evaluate mode of failure), complete review of instrument control systems, sediment transport, detailed mapping of breach zone, and drilling and sampling of remaining portions of the dike.
• Conceptual design of the re-build including analyzing and developing various options to re-build the project. Construction costs and schedule, as well as potential regulatory challenges with each option, were be fully evaluated.
Following substantial investigation and design, Rizzo concluded that substandard construction and instrumentation problems were partly responsible for the breach, earmarking the following points as key causes: stability failure; poor design; specification and maintenance of instrumentation and control systems.
It was determined by Rizzo that a repair of the existing dike was not technically feasible due to flaws in the original construction. Substantial areas of the existing dike were founded on residual soil. Additionally, few construction controls were utilized to control the gradation and character of the rock fill.
Due to this and a number of other factors, a complete re-build of the upper reservoir was required.
Project history
The Upper Reservoir at the Taum Sauk pumped storage plant was constructed in the early 1960’s with an uncompacted rockfill dike with a concrete face – it was basically an early concrete faced rockfill dike. The project was completed in 1963 as a pumped-storage project, with an upper and a lower reservoir. The lower reservoir, operated as a run-of-river reservoir with outflow being maintained at approximately equal to natural inflow, provides storage for water to be pumped to the upper reservoir at night or during periods of low power demand.
The original construction of the Upper Reservoir was accomplished by flattening the top of Proffit Mountain, using rhyolite and excavated residual soil to construct the existing concrete face rockfill dike. After the breach, it was discovered that significant quantities of residual fines were mixed with the rock, and the rock itself had a wide range of particle sizes, ranging from gravel sizes to as large as 4-5ft (1.2-1.5m) in diameter. The Forensic Report authored by Rizzo is available on-line at the Federal Energy Regulatory Commission’s website: www.ferc.gov.
Why RCC?
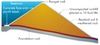
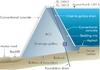
The new dam is founded on fractured rhyolite with deep weathering features, intrusive granites and weathered diorite dikes. A symmetrical RCC section is being constructed to provide adequate factors of safety to meet FERC stability criteria considering the subscribed foundation conditions of the rock.
The subsurface information obtained during the original construction of the dam and additional borings drilled during the design of the new RCC dam indicated the prevalence of weak seams along low angle discontinuities with the foundation rock. At many locations, these weak seams consist of low plasticity clay. Therefore, Rizzo performed sliding stability analyses of the dam assuming the presence of the clay seams at various depths within the foundation rock. It also calculated the yield acceleration along these potential failure surfaces. The lowest factor of safety is postulated to occur when the clay seam is parallel to the rock/dam interface at an angle of 10 degrees with the horizontal at a reasonable depth below the base of the dam. For any other angle of the seams (either upward or downward), the factor of safety is higher than the factor of safety for clay seams parallel to the rock/dam interface.
The required friction angle with no cohesion was calculated for various depths to the clay seams. The results of these analyses indicate that a symmetrical RCC dam with 0.6H:1V upstream and downstream slopes constructed along a foundation sloping at 10 degrees or less will meet all FERC stability criteria even if a clay seam with a low friction angle is encountered within 20ft (6m) of the base of the dam. A conventional RCC dam section would require RCC/rock and rock shear strengths considerably higher than a clay seam. For this reason, the new RCC dam will consist of a symmetrical section similar in many ways to a hard fill dam. All of these features have resulted in a time consuming and intense foundation preparation effort as illustrated in Figures 4 and 5.
The initial design contemplated using a conventional gravity dam section with vertical upstream face and a steep downstream face, which contemplated a relatively high strength RCC and fairly clean aggregate. As preliminary studies [1] revealed significant presence of fines in the existing rockfill dike, it was realized that washing aggregates would demand a costly, difficult operation due to the water treatment equipment required to keep the operation self-contained and in compliance with environmental regulations applicable to the project. It was concluded that a dam section designed to provide an adequate factor of safety to meet FERC stability criteria considering the subsurface conditions of the foundation rock, and a RCC mix using available aggregate in the rockfill dike, would be the most appropriate solution for the project.
The new dam is currently under construction (2006 to 2009) and will be the largest RCC dam (2.06Mm3) in North America.
Dam design
The new RCC dam will be constructed along the same alignment as the original concrete faced rockfill dam constructed in the 1960s to impound the Upper Reservoir. Since the Upper Reservoir is founded on top of Taum Sauk Mountain, it has no watershed. The Probable Maximum Flood (PMF) for the new RCC dam consists of the rainfall within the reservoir. Therefore, the hydrology and hydraulic criteria are limited to two major factors, the elevation of the crest of the new RCC dam, including freeboard, and the capacity of the proposed overflow release structure (spillway).
The overall design basis is to re-build the Upper Reservoir such that it will have the same electric generating capacity as the original Upper Reservoir with a normal pool and overall gross head as established in the FERC License for the Taum Sauk Plant. This leads to elevations for design shown in Table 1.
RCC mix
Because of its increased mass and more uniform load distribution on the foundation, combined with water and silt loads on the upstream face, a symmetrical section is more stable and less highly stressed than the conventional gravity dam section for the same load condition. As such, a high strength RCC is not required for the symmetrical section. Londe and Lino suggested the name “hardfill” for their weak-mix RCC [2]. Based on the hardfill concept and successful RCC experiences in dams using RCC mixes with challenging materials [3], Rizzo finalized a proposed design comprising a symmetrical section but using a more refined RCC mix, with a more controlled gradation than typically used in hardfill dam mixes. The RCC design strength was set at 1500 PSI.
RCC mix design program
The RCC mix for the proposed dam was developed considering the following factors:
• Re-use of the existing Rhyolite rockfill for the coarse and fine aggregate.
• Use of non-commercial fly ash from AmerenUE facilities.
• Relatively low required strengths due to the symmetrical cross section.
The development of the RCC mix began with performing a Phase I laboratory mix design program in the spring of 2006. This program consisted of 16 RCC mixes utilizing the existing rockfill as aggregate. This material was crushed to the proper gradation at a nearby rock quarry. Class F fly ash from a waste pond at AmerenUE’s Meramec facility was used in most of these mixes. The Phase I program also included Alkali Silica Reactivity (ASR) testing to determine if the Rhyolite aggregate is potentially expansive. The results of the Phase I program indicated that the non-commercial fly ash could be used to produce RCC, the Rhyolite was potentially expansive despite the presence of the Class F fly ash which mitigated some of the reactivity, and an RCC mix consisting of 200 pounds of cementitious content (cement and fly ash) and 3600 pounds of aggregate will produce the required engineering properties (i.e., yield a compressive strength in excess of 1,500 psi after one year and a unit weight in excess of 146 pounds per cubic foot).
The RCC Mix design program continued with a Phase II program consisting of the construction of an RCC test pad using the same materials with full scale construction equipment. The Phase II program was conducted in November 2006 and included saw cuts into the RCC test pad to determine the quality of the RCC. The results indicated that the mix design recommended after the Phase I program was appropriate for the construction of the RCC dam.
Detailed mix design studies using various cement, fly ash and moisture contents were carried out to determine the appropriate RCC proportions. Aggregate extracted from accessible locations in the existing dike were crushed to produce usable aggregate for lab trial mixes. Concurrently to the lab trial batches, a comprehensive mortar bar expansion test program involving fly ashes of different sources and qualities was performed to find options to mitigate Alkali-Silica Reaction (ASR) in the potentially reactive rhyolite. Based on initial lab results, a baseline cementitious content of 200 Lbs/CY at 50% ash content was selected for full scale trials.
Two full-scale test sections of about 1500CY (1147m3) each were placed prior to dam construction. The first test section was placed in December 2006 while the second was built in August 2007. The test sections pursued a variety of objectives related not only to mix design but also to RCC production and construction, such as aggregate crushing, lift joint treatments, bedding mix type and facing systems. Both test sections provided valuable lessons, which helped to refine the mix proportions, improve dam design and make the construction process more efficient. Based on acceptable results, dam construction started in October 2007 using mix 100+100 (C+FA). Available test results indicate that RCC placed in the dam complies with design requirements.
Test sections
Two RCC test sections were built for the Taum Sauk Upper Reservoir project. While the focus of Test Section I was mainly on materials and RCC design issues, the Test Section 2 (Production Test Section) also intended to demonstrate and test means and methods proposed by the Contractor for dam construction. A brief description follows:
Test section I (design test section)
The primary goal of test section I was to demonstrate that an acceptable, design-conforming mix could be produced using the challenging RCC components available for the project. Another critical objective was to demonstrate that Meramec pond ash could be extracted, processed and accurately fed to the mixing plant. Besides these relevant objectives, the test section also pursued objectives typical of RCC test sections, such as lift joint quality evaluation, bedding mix type selection (mortar vs. concrete bedding mix), and facing system evaluation. This full-scale RCC placement used crushing, mixing and RCC placing equipment typical of small to medium sized RCC projects.
In early December 2006, about 1500CY (1147m3) of RCC was placed using mixes 80+120 and 100+100. Both mixes showed acceptable fresh mix properties, and mechanical properties resulted well above design requirements. On this basis, mix 80+120 was selected for the next phase. At the time test section I was built, the facing system intended to be used for the dam was concrete curbs. For that reason, one face of the test section was built with this method; however, cracking experienced in the curb face and schedule concerns related to long waiting times for the curb to be able to receive RCC prompted a design modification to formwork.
Test section 2 (production test section)
The primary goal of the production test section was to demonstrate mix performance with available materials produced, crushed, transported and delivered with the equipment deployed by the Contractor for dam construction. Another critical objective was to demonstrate the capability to produce an acceptable upstream face with concrete placed against inclined formwork achieving an intimate contact with the RCC mix. As mentioned above, the facing system of the dam was changed from concrete curbs to conventional concrete placed against forms (Figure 9). The start of the RCC placement on the dam was contingent to the quality achieved during this test section.
Placement in the test section started mid-August 2007, using mostly mix 80+120 (C+FA); however, advantage was taken of the initial lifts to try mixes with increased ash content (80+140). The work plan contemplated the placement of 12 lifts of RCC; this section height allowed for one formwork jump, which was a required test for approval of the formwork system proposed by the Contractor.
Two types of bedding mix were evaluated during construction of Test Pad I: sand mortar and 3/4” MSA concrete mix. Both mixes performed well and produced well-bonded RCC lift joints. Also, observations made during placement showed that mortar sand was a more user-friendly product than concrete; however, the consensus after visual evaluation was that the concrete bedding mix produced a superior joint. Figure 10 depicts wire cuts of RCC with bedding mix and without bedding mix. In general, the cuts revealed a well compacted RCC mix with a good particle distribution throughout the mass and very little segregation. On the non-bedding wire cut, segregation along high maturity lift joint lines was more pronounced, but overall quality was acceptable. Interface between RCC and conventional facing concrete at the w/bedding side, which represents the standard case on the dam, was considered good. Based on these results, clearance for placement on the dam was received early October 2007. Placement started on 10 October 2007 using mix 100+100 field densities, gradation, and compressive strength of the RCC placed on the dam thus far comply with project specifications and design requirements.
Cementitious content, aggregates and fly ash components
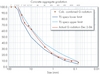
Figure 11 shows the gradation of truckload size samples extracted from accessible places in the rockfill dike scalped at 3 inches.
Aggregate for the initial lab work was produced at a commercial crusher, which consisted of a primary jaw crusher and a cone crusher as a secondary crushing stage. Figure 12 depicts the rockfill material before crushing. At the crushing plant, aggregate was separated in two aggregate groups (1 1/2” to 1/2” and <1/2”) and additional screening was necessary at the lab in the coarse fraction to achieve an acceptable gradation. Figure 13 shows a close-up of the two products obtained at the crushing plant.
Originally, the crushing scheme for dam construction used a basic, two-stage crushing plant. However, after the crushing during the construction of the test section I, it became evident that a tertiary crusher was required to get an acceptable gradation. On this basis, tertiary crusher was included as required equipment in the specifications.
As frequently seen in projects using mixes similar to the type used in Taum Sauk, preliminary specs considered achieving the combined RCC gradation by using a combination of only two aggregate groups (11/2” to ?” and < ?”). Based on the acceptable results obtained during the Test Section I, the two aggregate groups approach remained in the specifications. The typical curve produced during the first test section is depicted in Figure 14.
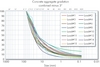
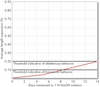
In addition to the high fines content in the existing dike, the rhyolite on site has a propensity to Alkali-Silica Reaction. To confirm ASR potential, a series of mortar bar expansion tests were conducted. Figure 15 depicts the results of ASTM C1260 mortar bar expansion tests indicating potentially deleterious behaviour of the rhyolite.
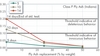
The test program included tests with Class C Fly Ash and Class F Fly Ash. Figure 16 shows that Class C fly ash was not effective mitigating ASR and showed a “pessimum” effect at 30% ash; that is, this amount of ash actually increased expansion. Conversely as depicted in Figure 17, class F ash was very effective at controlling ASR. At about 25% ash, the expansion is almost completely suppressed.
Commercial fly ash is available in the project area, however, the Owner operates Meramec Plant, a coal fired power station located about 90 miles from the project. Some years ago Meramec plant produced class F ash, which was sluiced and stored in a pond near the power plant. Rizzo has experience producing RCC with similar ash for use in the Saluda Dam Remediation Project in Columbia, South Carolina, which led to a proposal for using the sluiced pond ash. Field investigations revealed that the ash quantity was enough to cover project needs and that the quality complied with ASTM C 618 requirements. Once lab testing confirmed acceptable physical and chemical properties, additional lab mixes using Meramec fly ash were prepared to evaluate ash performance in the actual RCC mix.
Extraction and handling of the Meramec pond ash was tried full-scale during construction of Test Section I. The original ash processing plan contemplated wet screening to break lumps and remove impurities and a hydraulic classifying system was used (Econosizer) to separate particle sizes by decantation to produce fine high quality ash. After processing, the ash was deposited in a sedimentation pond, to be later excavated and placed on the ground for further dewatering. One problem encountered was that the ash retained water longer than expected. Initially it was foreseen that in 24 hours ash water content would be at a level where ash could be easily handled; however, in reality it took several days for the ash to be ready for hauling and handling. At the jobsite, additional handling and spreading was required to bring moisture to a point where it could be accurately fed to a continuous mixing plant. It was found that “plowing” the ash with a Rototiller or agricultural disc was one effective way to bring moisture to manageable levels. The valuable lessons learned during the test pad helped to modify the overall approach to ash exploitation and helped to develop systems to feed the ash to the RCC plants accurately. Although extraction costs increased, utilizing Meramec ash still proved feasible due to the additional ash storage capacity opened for use at the power station in the years to come.
RCC mixes
The initial set of mixes prepared in early 2006, are presented in Table 2. This matrix included mixes with different cementitious contents, different ash types and cement only mixes. Also, different water contents were investigated and, based on test results, workability, and mix appearance, a water content of 200 lbs/cy was selected as the baseline value. In general, Vebe times for these mixes were above 30 seconds. Based on accelerated compressive and indirect tensile strength results (Figure 18) and the fact that mixes with 50% ash showed acceptable workability performance, a cementitious content of 200 lbs/cy using that ash content was selected as baseline. Thus, the preliminary mix selection resulted in the following proportions: 100+100+200 Lbs/CY (Cement+Ash+Water).
In August 2006, three additional mixes with constant cementitious content (200 lbs/cy) but different cement/ash ratio were added. The purpose of these mixes was to evaluate performance of Meramec Class F ash available at an economical distance from the jobsite. This additional set included the following proportions: 80+120, 90+110 and 100+100 (C+FA). Strength gained over time for all mixes with Meramec Ash complied with design requirements and, based on these results, mixes 80+120 and 100+100 were selected for full-scale trial in the Test Sections.
For more information visit www.rizzoassoc.com
Related ArticlesSpotlight ... North America
| Key dates |
| Dam failure – 12/14/2005 |
| Key players and contractors |
| AmerenUE – Owner/Client is a subsidiary of St. Louis based Ameren Corporation. |