Sediment monitoring
23 August 2005Meg B Bishwakarma describes the development of an online sediment concentration and flow monitoring system for hydro power plants
RUN-OF-RIVER hydro power plants built on sediment loaded rivers experience significant sediment induced turbine wear problems. Unlike storage power plants, run-of-river projects start experiencing sediment induced effects from the first day of operation in the monsoon season (mid June to September). The wear in the turbines cause significant reduction in turbine efficiency as well as increases in maintenance frequency and generation losses. These factors lead to huge revenue losses during the operation of hydro power plants. Naidu (1997) reported that the annual operation and maintenance costs of sediment-affected power stations could be as high as 5% of the capital costs, against 1.5% in normal cases. Pradhan et al. (2004) observed about 4% reductions in hydraulic efficiency of the turbine during the period from 1 September to 11 November 2003 in the 12MW Jhimruk hydro power plant, Nepal. The sediment load that passed through the turbine during the same period was about 6900 tonnes.
Settling basins have been constructed in order to exclude the undesired sediment particles from the water. However, due to the lack of information regarding the sediment characteristics and their relationship with the power plant features, the economic optimisation of the size of settling basins has not been fully possible until now.
Need for online sediment monitoring
Documentation of sediment load is essential in order to quantify the amount of sediment which passes through the turbine over a period of time, and examine how this relates to the overall power production. Normally, sediment measurements are carried out at the headworks. This leads to significant time lag between the sediment observation at the headworks and the production records at the power house. Manual sampling and laboratory analysis is often very time consuming and, moreover, the low frequency manual sampling can miss the events of high sediment concentrations. In order to avoid such problems, a system for automatic recording of sediment concentration through the turbine is necessary.
A system for online sediment concentration monitoring plays an important role, not only to document the sediment load through the turbine, but also to adopt plant operation strategy based on the level of concentration.
Suspended sediment monitoring
The conventional method of suspended sediment concentration (SSC) measurement consists of collecting water samples in bottles, filtering them to separate out the suspended matter and then determine its percentage with respect to the weight/volume of the water sample used for analysis. Although this method is reliable and accurate, it has several disadvantages. The method is cumbersome, time consuming, expensive, labour-intensive, and the results are not available quickly. Moreover, the sediment concentration is not uniform and varies largely with the rainfall, mass wasting and landslides in the catchments upstream. Such events happen frequently during the monsoon season, particularly in the Himalayan regions. Generally the low frequency manual sediment sampling cannot cover such events. Referring to Mchenry et al. (1967), Wren et al. (2000) reported that even the traditional manual sampling and analysis in the laboratory may accumulate errors in sampling and computation as large as 20%. This illustrates the need for an automatic SSC monitoring system in the field of hydro power development.
Automatic monitoring of SSC has been a challenge for sediment and water quality engineers for many years. As a result, a number of techniques have been developed, many focusing on measuring the SSC in water flow. The different measuring techniques are based mainly on the principles of optics, acoustic, laser, nuclear radiation, conductivity, photo imaging, erosion, and density measurements, etc. Each technique has a unique history of development, theory of use, means of translating data into sediment transport in their use, and solution to these problems (White, 1998).
Selection of sensors
The selection of sensors is relative and a matter of subjective judgement based on the type of measurements and available resources of a particular measurement programme. The selection of the sensor also depends on the field of application, such as measurement of SSC in the ocean, rivers, canal, intake, tunnel, power house, etc. Apart from the accuracy of measurement, cost, suitability and lifetime of the measurement equipment for a required application become important factors to consider.
The selection of the sensor in this case was basically guided by the need for research in the field of optimum sediment handling in run-of-river hydro power plants. The following factors guided the selection:
• Sensor to be installed: At the power house, upstream of the turbine.
• Working pressure range: 50 to 100 bars.
• Parameters to be measured: Sediment concentration and if possible turbine flow.
• Concentration range: Few PPM to 20,000 PPM or even more.
• Particle size range: Clay size to about 500 micron.
• Repair and maintenance: Minimum.
• Equipment cost: Moderate.
Having reviewed the existing technologies, Elite, Coriolis Mass flow Metre (CMF) was selected for the further testing and development of an online sediment concentration monitoring system. The CMF can measure the density, mass flow rate and temperature of the process fluid. The laser diffraction sensors seem to be promising, however they are not yet fully developed for satisfying the above requirements.
Laboratory testing
The SMOOTH
Støle (1997) conceptualised a system called Sediment Monitoring and Operation Tool for Hydro projects (SMOOTH). The SMOOTH system employs the CMF sensor. The first version of the SMOOTH sampling technique was used in turbine unit 3 at Jhimruk hydro power plant in 1996. Støle (1997) reported that the concept gave encouraging results and recommended further work on the hardware as well as on the software part. Based on the laboratory tests, Karki & Støle (1999) reported that the laboratory test results did not demonstrate good correlation between the density and concentration, however the flow measurements showed a linear relationship between the sensor flow and the pipe flow. They further pointed out some laboratory limitations such as: presence of air bubbles in the flow; difficulty in introducing the higher concentrations; difficulty in obtaining the uniform mixing of sediment particles in the flow covering sizes representative to the real case, etc. Based on the previous experience the author was involved in the development of a suitable test rig and the comprehensive testing of the online sediment monitoring system at the Norwegian University of Science and Technology (NTNU).
Test rig development
The author developed a test rig in order to test the sensors at the laboratory in NTNU. Keeping in mind the earlier limitations, a close pipe loop system was developed and constructed. The loop was designed to facilitate a test situation where flow velocity, sediment concentration and sediment particle sizes could reasonably represent the real situation in run-of-river hydro plants. The constructed test rig is shown in figure 1. The pipe size was designed based on the limit deposit velocity requirement for the given size of the sediments. Sufficiently high flow velocity was achieved by decreasing the pipe size at the test section. About 5m of the test pipe from the downstream of the SMOOTH sampler connection was transparent to allow observation of the movement of the particles as well as to monitor the air bubbles before measurements were taken.
Characteristics of applied sediment
Particle size distribution
Four different sediment types were used during the tests. The particle size distribution curve is shown in figure 2.
Mineral contents
A mineralogical content analysis of the applied sediments was completed using X-ray diffraction-XRD technique at NTNU. Figure 3 gives the mineral content of the sediments.
Testing of SMOOTH
The SMOOTH online sediment monitoring system mainly consists of a tailor made sampler, Coriolis Mass Flow Metre (CMF), connection pipes, a tailor made pressure breaker (in case of the power plant) and the computer program. Figure 4 gives a schematic sketch of the assembled accessories of SMOOTH in the laboratory.
The tailor made SMOOTH sampler facilitates the abstraction of water samples continuously from the main pipe (turbine approach flow in the case of the power plant), and allows it to circulate through the sensor and then sends it back to the main pipe. The flexible rubber pipes connected between the sensor and the sampler convey the abstracted water sample through the sensor. The velocity head in the main pipeline provides energy to flow water continuously in the loop. The system has a provision for manual water sampling from the downstream of the sensor before water gets back to the main pipe. The mass flow metre measures density, mass flow rate and temperature of the flow. The manually taken water samples are analysed in the laboratory for concentration to establish a relationship between the automatic recorded density and manually measured concentration. This is termed as ‘concentration density calibration’. Similarly, the relationship between the main pipe flow and the sensor flow is established by varying the flow in the main pipe. This is termed as ‘flow calibration’.
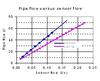
Tests for flow relationship
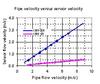
The measurement of flow online is a challenge in hydro power plants. Therefore, a system for turbine flow measurement should also be developed while designing an online sediment monitoring technique. Attempts were made to estimate the flow rate in the main pipe (turbine flow) by deriving a relationship between the pipe flow and the sensor flow. Tests were performed for CMF100 and CMF025 sensors. The relationship obtained between the pipe and sensor flow is given in figure 5 and the relationship between the sensor and pipe flow velocities is given in figure 6.
Based on the measurement taken with CMF 100 sensor, the following relationship was developed to estimate the flow through the turbine.
Qt = (0.19704 + 30.78554 x qs) x Dp2
Where; Qt = turbine flow (m3/sec)
qs = sensor flow (l/sec)
Dp = main pipe internal diameter (m)
It should be noted that the relationship depends on the flow velocity in the main pipe, location of the mouth of the sampler pipe from the wall of the main pipe, etc. Therefore, it is essential to verify the relationship at the beginning of the measurement.
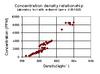
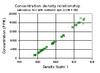
Tests for concentration and density relationship
The main principle of density concentration calibration is to establish a relationship between the automatically measured density by the sensor and manually observed sediment concentration at the corresponding time so that the concentration can be estimated by the online measurement of water density.
Sediment was supplied through the vertical pipe shown in figure 1. Water density was automatically recorded by the CMF. Sediment samples were abstracted manually from the downstream location of the sensor by operating the valves. Measurements were carried out for various sediment concentrations ranging from about 100 PPM to about 18,000 PPM. Velocity of flow in the pipe was kept in the range of 6 to 7m/sec in order to obtain fully turbulent flow, thus good sediment mixing. More than 300 water samples were abstracted manually and concentration analysis was carried out in the laboratory using standard filtration method. The sensor recorded densities were corrected for the reference temperature of 200C in order to normalise the temperature effect. The relationships between the concentrations and the corrected densities for two different sediment types are presented in figures 7 and 8.
Program for data processing and display
A computer program was developed to process and display the observed data by the SMOOTH system. Given the calibration coefficients, the developed program reads the transmitter data and converts the recorded density and the sensor flow to sediment concentration and turbine flow respectively. These data are displayed in the graphical form in real time. The data are saved in the user defined location and interval. The program has provision for setting up the concentration cut-off limit. An alarm is displayed on the screen if the concentration has exceeded the set limit. An automatic back-up copy of the original file can be taken at the user defined location and time interval. Provision has been made for logging in both raw and processed data to facilitate updating the calibration.
Discussion
The constructed rig for the testing of sensors served the intended purpose. The closed pipe loop system was able to overcome the earlier limitations and satisfy new requirements for the testing of other sensors.
The SMOOTH sampler was able to abstract representative water samples from the main pipe in a reliable manner. In order to fully utilise the velocity head the centre line of the mouth of the sampler shall be located at a distance about 0.223*R from the wall of the pipe, where R is the radius of pipe in metres. The flow relationship will not be valid if the sampler inlet is located closer to the pipe wall. The repeated tests conducted in the laboratory demonstrated that turbine flow could be measured by the SMOOTH system.
As the CMF principle is based on density of water, the concentration of organic materials having density equivalent to water is neglected and therefore this system measures true concentration of sediments. For calibration it is essential to take more frequent samples during the rising and falling limb of the sediment concentration rather than during the normal periods. While measuring the density, velocity of flow through the sensor is an important parameter. Thus, the velocity of flow should be sufficiently high in order to transport the sediment particles through the sensor without any deposition. Deposition of sediment or presence of air bubbles in the sensor will lead to change in density and consequently the concentration. The developed program is capable of processing, displaying and saving the measured parameters. As a result, the sediment concentration and turbine flow can be directly read in the graph in real time.
The sensor tube may be eroded after a certain period of operation. The author’s opinion is that the sensor should last for a couple of years without significant problems, as the velocity of flow through the sensor is reasonably low compared to the velocity in the branch pipe. However, it is worthwhile updating concentration density relationship every year.
Practical application of SMOOTH
The SMOOTH system can be installed in the branch pipe just upstream of the turbine to document the sediment load passing through. In this application a sampler and a pressure breaker have to be fabricated. A suitable sampler should be designed to match the installation location. Location must be selected in such a way that automatic abstraction of representative samples is possible. In order to facilitate the calibration, manual samples should be abstracted through the pressure breaker. The connection of SMOOTH in the power plant is the same as that has been shown in the laboratory set up. In the case of the power plant, the pipes and fittings must be capable of withstanding the maximum pressure at the location of installation. Laboratory or previous calibration data may be used for the first few days/weeks of installation. However, it is advisable to update the calibration as soon as some low and high concentration events have been recorded. The author was involved in the sediment measurement programme of two hydro power plants in Nepal and one in India, where he installed the SMOTH system. The obtained results were found to be satisfactory.
The SMOOTH system may also be installed after the settling basins to use as early warning systems for the power plant operation. In this case, additional arrangements for supplying water samples continuously through the sensor is needed. Finding a suitable location to abstract representative samples may be a challenge. The flow velocity at the headrace tunnel and also in the settling basin is low, implying that the sediment concentration over the depth is not uniformly distributed. One should find a location where the flow situation is such that the sediment particles are distributed uniformly over the depth. If a well-mixed location is not available, then arrangement should be made to abstract depth integrated samples.
Conclusions
Conventional techniques for collecting and analysing sediment data do not meet all the requirements of a sediment monitoring and research programme. Performance tests of the sensors must be carried out before employing a sediment research programme.
The laboratory tests of the CMF sensor gave satisfactory results in terms of monitoring of sediment load through the turbine. With the SMOOTH system it is possible to make a reasonable estimation of the sediment concentration as well as the flow through the turbine, if installed upstream of the turbine. The system can be employed for beneficial use in the hydro power industry. From the data comparability point of view, it is important to establish concentration density relationship ‘in the field’ setting. The developed program helps to process observed data and displays in the graphical form as sediment concentration and turbine flow in real time. This instrumentation will be beneficial to the power plant owner when making decisions on the plant operation with respect to sediment handling. The next stage of SMOOTH development is to incorporate relative turbine efficiency measurement online. The author is focusing on this issue and it is expected that the system will be ready in the near future.
Author Info:
Meg B. Bishwakarma is currently a PhD Fellow at the Department of Hydraulic and Environmental Engineering in NTNU, Norway. He also serves as the General Manager of Hydro Lab Pvt. Ltd., the only research organisation specialised in hydraulics and sediment research in Nepal. Email: meg.bishwakarma@ntnu.no, mbb@hydrolab.org.
The author is grateful to Professor Haakon Støle and Assistant Professor Yngve Robertsen for their valuable advice and suggestions during the laboratory works. The support and cooperation extended by the laboratory staff in constructing the test rig and providing assistance during the tests, is highly appreciated.